What Affects Toroid Winding Quality?
A toroid winding can look acceptable on paper and still become difficult to build. The problem usually starts when the fill factor is treated as the whole answer. Fill factor shows how much of the winding window is occupied by the conductor. Still, it does not indicate whether the wire can be wound cleanly, whether the insulation leaves enough working room, whether the center opening still fits the mounting method, or whether the finished part can handle heat in the final enclosure.
At Torelco, we review toroid winding as a finished component, not as a percentage. The winding has to meet the electrical target, fit the core, leave room for insulation and lead exits, support the required finish, and repeat in production. That is why the strongest winding review starts before the design is locked, when wire size, turn count, insulation build, window space, package limits, and operating conditions can still be evaluated together.
Fill Factor Is Only the Starting Point
Fill factor, also called the window utilization factor, measures how much of the available winding window is occupied by the conductor. In simple terms, it compares the copper area to the available core window area. The definition is useful, but it can become misleading when treated as the only design target. The usable winding window also changes with insulation thickness, winding method, lead placement, artistry, and the space needed for manufacturing.
Toroids add another physical constraint because the winding has to pass through the center opening. Technical design references note that reserving part of the inside diameter for shuttle passage reduces the effective winding window. Insulation buildup also tends to be greater along the inside diameter, where space is already tight. That is why a toroid that looks workable in a drawing can become difficult to wind, finish, or mount.
A better way to read fill factor is to ask what the number is hiding. A clean percentage does not show whether the wire can be wound consistently, whether the leads can exit correctly, whether the part can cool, or whether the final package still fits the assembly. For Torelco, those are not secondary details. They are part of the decision on whether the toroid is ready for production.
Winding Quality Depends on the Whole Build
The old way to discuss toroid winding is to ask whether the fill factor is low, high, single-layer, or full. Those categories help describe the winding, but they do not prove that the finished component will perform in the application. A low-fill winding can simplify manufacturing and reduce capacitance, but it may waste available core space or fail to meet an electrical target. A high-fill winding can use space efficiently, but it can also make the part harder to wind, harder to cool, and less forgiving during production.
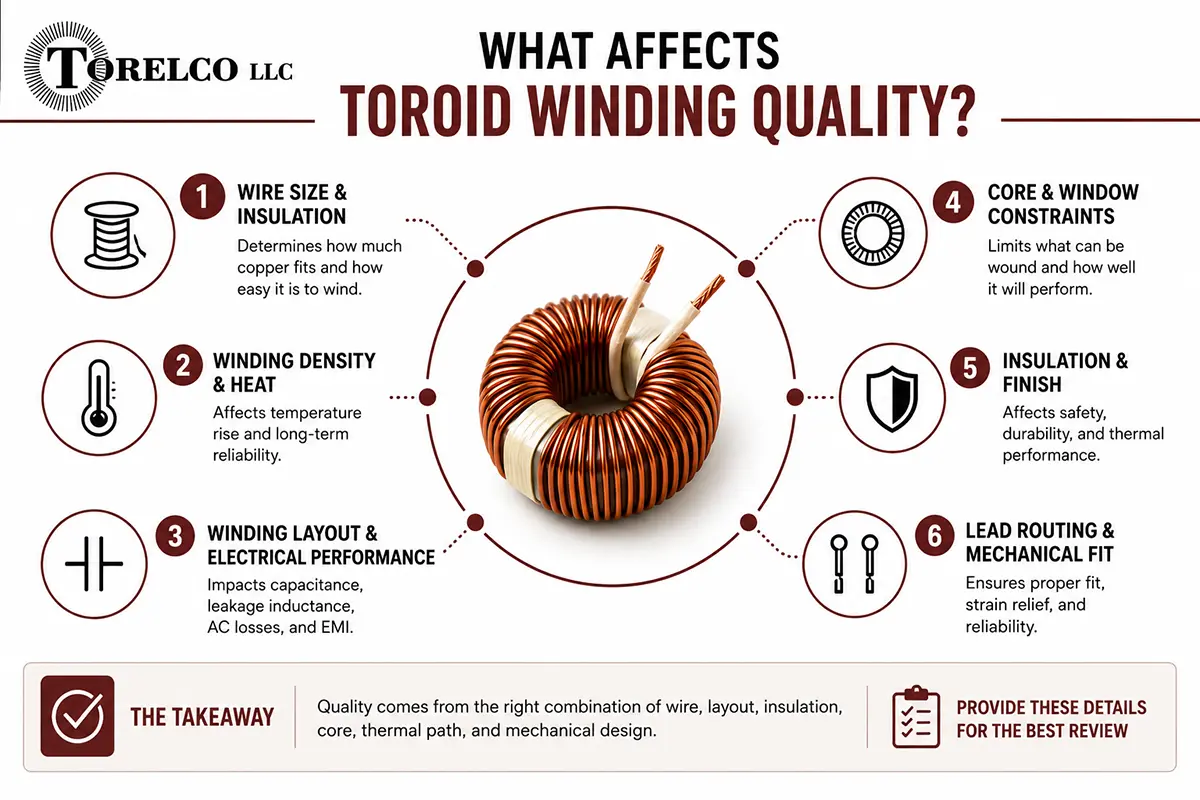
The better question is whether the winding design can meet the target while still being manufactured reproducibly. Wire size, turn count, insulation build, core material, thermal path, winding layout, lead routing, and package requirements all affect the same part. Changing one usually changes the others. That is why Torelco reviews custom toroids as application-specific magnetic components rather than interchangeable parts derived from a single winding calculation.
Wire Size and Insulation Change the Real Winding Window
A larger wire can reduce resistance and carry more current, but it also occupies more window space. A finer wire can help meet the turn count in a tighter area, but it can be harder to handle consistently and gives insulation a greater effect on the usable copper area. This is where fill factor becomes a manufacturing issue rather than a math one. The number indicates how full the window is, but it does not indicate whether the window can be built cleanly.
Technical handbook data show why insulation cannot be treated as a minor detail. As insulation thickness increases, the amount of usable copper within the same wire envelope decreases. The effect becomes more severe with finer wire, which is common in higher-turn or tighter designs. That means two designs with the same external space can have different copper usage, winding difficulty, and repeatability because the wire and insulation systems differ.
If the Design Choice Changes |
The Winding Consequence Is |
What Torelco Has To Review |
Larger wire |
Less available window space |
Current target, winding buildup, center opening, lead exit |
Finer wire |
More sensitivity to insulation and handling |
Turn count, insulation build, winding consistency |
Thicker insulation |
Less usable copper area |
Dielectric need, temperature class, available space |
More turns |
More copper length and layer buildup |
Heat, capacitance, winding density, production repeatability |
Tight center opening |
Less shuttle and mounting clearance |
Winding method, bolt clearance, final fit |
That table is the practical point. Wire size and insulation do not only affect electrical values. They affect whether the toroid can be wound, mounted, finished, and repeated. At Torelco, this is why a quote review needs more than turn count and footprint. We need to understand the electrical target, the wire and insulation system, the available inside diameter, the lead exits, and the package limits before treating a winding as production ready.
Winding Density Changes Heat Behavior
A winding that physically fits can still create a thermal problem. More turns, more layers, thicker insulation, tighter packing, potting, and enclosure conditions all affect how heat leaves the part. A peer-reviewed IEEE study on toroidal transformer heat transfer identified hot spots near the inner winding and modeled how free-air, potted, and enclosed configurations affect thermal behavior. That finding matters because the inside of a toroid is also where winding space is most constrained.
This is why high fill is not automatically good or bad. The right question is whether the winding density works with the expected current, duty cycle, insulation system, enclosure, and thermal path. A dense winding in open air is not the same design as a dense winding inside a sealed housing. A varnished build, an epoxy-encapsulated build, a cased build, and an open build can all behave differently even when the electrical target looks similar.
Torelco’s custom work makes that point concrete. We work with open, cased, varnished, and epoxy-encapsulated toroids, and each finish changes the final component. Encapsulation can protect the winding, but it also changes heat transfer and package behavior. When a customer sends a custom toroid request, the enclosure, mounting method, ambient temperature, finish, and airflow matter because they determine whether the winding can operate reliably after it leaves the drawing.
Winding Layout Changes Electrical Behavior
Single-layer winding can reduce capacitance, improve cooling, and make parasitic behavior more repeatable. That is useful when the electrical target allows it. But single-layer winding is not always possible when the turn count, voltage, current, or space requirements demand a thicker winding. Once the winding becomes multilayered or more densely packed, electrical behavior changes with the layout.
Research on high-frequency transformer winding architecture shows that winding layout can change self-capacitance, interwinding capacitance, leakage inductance, and AC resistance. The exact measured values depend on the geometry, but the lesson applies directly to custom winding decisions. Winding layout changes what the component does electrically, not just how much copper it has. That is why “full winding” is not automatically the best answer.
These layout trade-offs are why Torelco needs application context. A toroid for a power supply, choke, filter, audio system, medical device, or repair application may have different tolerances for capacitance, leakage, heat, and package size. The same fill factor does not mean the same finished result across those uses. The winding has to match the customer's electrical requirements.
Bring Torelco into the Project Before the Winding Spec Is Locked
A production-ready toroid request needs more than “wire size plus turns.” The better RFQ explains the operating conditions, the physical limits, and the expected finish. That does not mean every customer needs a complete drawing before contacting us. It means the best review starts with the full problem, not only the target number.
For a new custom toroid, the most useful details fall into four groups:
- Electrical target: voltage, current, frequency, waveform, duty cycle, turns ratio, inductance target, or other required performance values.
- Physical limits: outside diameter, inside diameter, height, mounting method, center hole clearance, enclosure space, and lead exit location.
- Winding and insulation needs: wire size, turn count, taps, insulation class, dielectric requirements, varnish, epoxy, potting, case, or open construction.
- Production context: prototype quantity, production quantity, test requirements, existing sample, old drawing, failed part, or reverse engineering needs.
This list is not meant to create paperwork. It supports the article's central argument. Each item changes one of the winding decisions discussed above. Electrical targets affect turn count and wire size. Physical limits affect usable window space and lead to routing. Insulation and finish affect heat, fit, and manufacturability. Production context affects how Torelco reviews repeatability, repair, reverse engineering, and builds consistency.
Related Reading
- The Engineering Gap: Why Your Custom Toroidal RFQ Dictates Success
- Repairing Old, Broken Toroids: The Engineering Protocol
- Built to Fit, Built to Last: How Custom Toroids Solve Sourcing Problems Before They Start
- Designing with Purpose: Why Engineers Choose Custom Toroids for Precision Performance
- Toroids Explained: Design, Materials, Winding, and Mounting Considerations